 咨询电话:15511791000 咨询电话:15511791000
咨询电话:15511791000 咨询电话:15511791000 


— 直缝钢管 —
 全国免费客服电话 15511791000
全国免费客服电话 15511791000 邮箱:283907435@qq.com
手机:15511791000
电话:15511791000
地址:河北沧州





DN200高频焊直缝钢管,DN300高频焊直缝钢管,DN400高频焊直缝钢管,DN500高频焊直缝钢管,DN600高频焊直缝钢管,DN700高频焊直缝钢管,DN800高频焊直缝钢管,DN900高频焊直缝钢管,DN1000高频焊直缝钢管高频焊直缝钢管具有工艺相对简单,快速连续生产的特点,在民用建筑、石化、轻工等部门有广泛用途。多用于输送低压流体或做成各种工程构件及轻工产品。 高频焊直缝钢管是根据
产品详情
DN200高频焊直缝钢管,DN300高频焊直缝钢管,DN400高频焊直缝钢管,DN500高频焊直缝钢管,DN600高频焊直缝钢管,DN700高频焊直缝钢管,DN800高频焊直缝钢管,DN900高频焊直缝钢管,DN1000高频焊直缝钢管

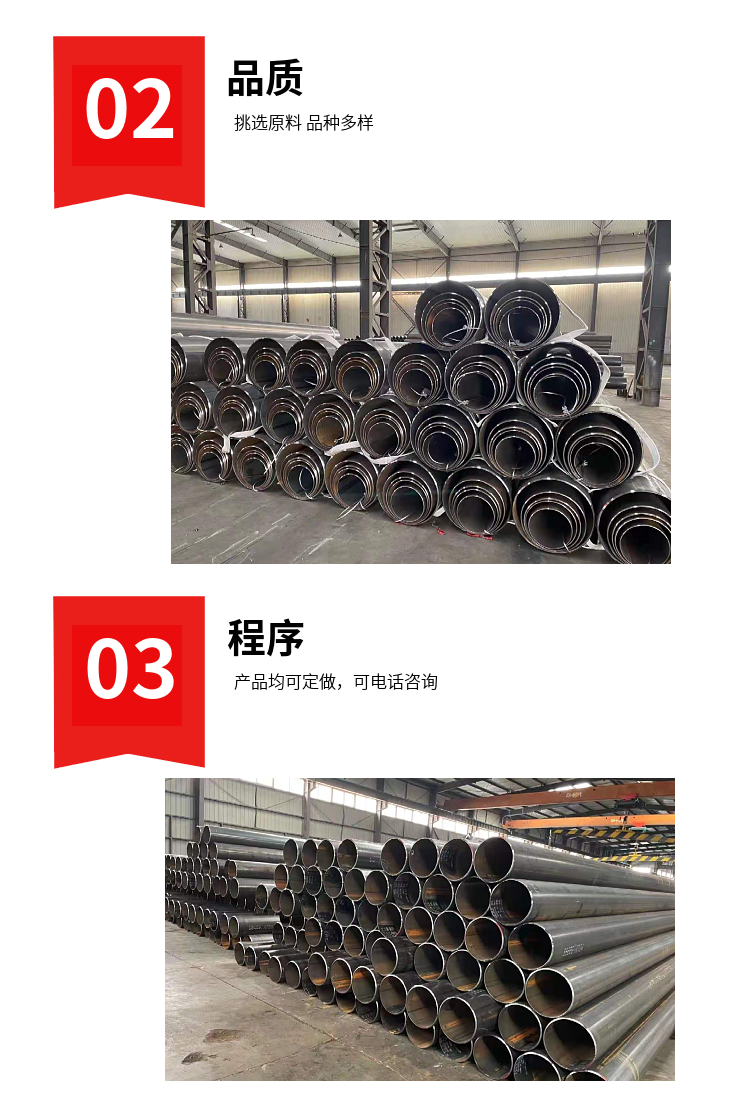

高频焊直缝钢管具有工艺相对简单,快速连续生产的特点,在民用建筑、石化、轻工等部门有广泛用途。多用于输送低压流体或做成各种工程构件及轻工产品。
高频焊直缝钢管是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。高频钢管是一种感应焊,它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。
高频焊直缝钢管焊接正是利用交流电的趋肤效应和邻近效应,钢材经滚压成型后,形成一个截面断开的圆形管坯,在管坯内靠近感应线圈中心附近旋转一个或一组阻抗器,阻抗器与管坯开口处形成一个电磁感应回路,在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度经压辊挤压后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝。
直缝电焊钢管( yb242-63 焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。
直缝焊管广泛应用于国民经济各个领域:
1、石油、天然气和煤炭行业是该公司的主要用户之一,已成为输送水、石油、气煤等物质不可缺少的材料。管道运输具有巨大的经济效益,管道建设投资不及铁路的1/2,运费仅为铁路的1/3,既节省了人力、物力、财力,又缩短了施工期限,输送能力大,使用方便,安全可靠。
2、在建筑业,螺旋钢管被应用于桥梁、厂房、港湾、涵管及设备基础的钢桩和构件。
3、在农业,用于农田排灌工程、井壁管和涵道通水用管。
4、在工交企业,用于一般流体输送、输气,制作低压容器、储罐、茶水炉、烟囱和结构用管。
5、还可用于固体输送,如煤灰、煤粉、矿渣
大口径直缝埋弧钢管主要承担海洋及陆地油气、石油及天然气、煤及矿桨等介质的管道输送,尤其适合 我国目前正在建设的“西气东输”工程,亦可用于出口和替代进口。
德国SMSMEER(原国际著名的 曼内斯曼)公司、日本NKK公司、日本O.T.K(大阪特殊钢管厂)、印度WELSPVN制管公司、韩国现代重工和世亚公司,都有其独到的制管技术,皆为国际制管业的精英。
国际制管技术工艺方法及特点,国外生产大口径直缝埋弧焊钢管的成形方法有:UOE法、CFE排辊成形法、RBE辊弯成形法,JCOE成形法、C成形法、PFP逐步折弯成形法等。简单介绍如下:
1.UOE法首先将预弯边的钢板在U压力机的成形模内压成U型,然后在O压力机的成形模内再压成O形 焊接成管后再整体扩径。UOE法是当今国际上先进的成形方法之一,至今世界上已有这种成形焊管机组近30套,UOE法以生产效率高和产品质量好著称,但没备价格昂贵,投资规模大。
2.CFE法的排辊成形机由预成形机架、平辊机架、边缘弯曲辊及小排辊机架组成,由于设置了许多相同的小排辊,使得成形过程中钢板边缘的轨迹近乎是直线的,避免了“边缘拉伸”现象。CFE法成形质量好,其产品质量与UOF法无区别。该法使用原料为热辊带钢卷,这一点与其它成形法均不同。它主要适用于大批量、单一品种钢管的生产,但难以生产高强度厚壁钢管及大口径钢管。

3.RBE辊弯成形法将钢板在三辊或四辊之间经多次滚压成形,此种方法生产出的焊管在使用性能和可靠性上均接近UOE焊管。RBE法投资少,建厂快,产量适中且灵活性较大,对市场适应性强,近年来该方法在一些发展中国家得到了应用。但由于该成形法成形上辊中部无支撑,受其刚度的限制,成形钢管直径不能小于508mm(20in),降低了市场占有率,我国不少管道的直径在508mm以下。
4.JCOE成形法,首先在水压机上把钢板压成J形,两侧压边后,经多次冲压成形为C形,后经半O形 上模具压成O形。JCOE法其产品质量与UOE焊管接近,而作业线价格远低于UOE机组,但其生产效率低。
5.C成形法用两台C成形机代替UOE机组中的U压力机和O压力机,其成形过程为:经预弯边的钢板首先在一台压力机上成形钢板的一半,接着在另一压力机上成形钢板的另一半,从而得到O形圆管 。C成形法生产的焊管尺寸合适,产量适中,生产线价格较低。
6.PFP逐步折弯成形法是将端头预弯的钢板在压力机上以较小的步长,较多的次数逐步对板料进行折弯 ,后经钢管合缝焊机成形为圆管。PFP法因每次压下量小,故压力机吨位不大,因此投资也较小, 该种方法可以成形不同管径,不同壁厚的焊管,加工的直径可小于406mm,生产的焊管质量较好,产量适中。
相关推荐
L245Q直缝钢管 无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
L360Q直缝钢管 广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件。
L450Q直缝钢管 管线钢管的外径22~530mm,壁厚20~70mm不等。冷拔(冷轧)管外径10~108mm,壁厚2.0~13.0mm不等。
L245直缝钢管 管线钢管的涡流检测只适用于导电材料,如果是非导电材料,就不能感应出旋涡形的电流,也就无法利用涡流进行检测。
L360M直缝钢管 L360M钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器,它还是一种经济钢材。
>> 服务热线TAG: DN40热浸塑穿线管|DN60热浸塑穿线管|DN80热浸塑钢管|DN100热浸塑钢管 |DN125热浸塑钢管|DN150热浸塑钢管|DN180热浸塑钢管|DN200热浸塑钢管|热浸塑钢质电缆保护管|涂塑电力穿线管|电缆保护用电力穿线管 |通信用电缆穿线管|
tel:15511791000
 微信号已复制,请打开微信添加咨询详情!
微信号已复制,请打开微信添加咨询详情!


