 咨询电话:15511791000 咨询电话:15511791000
咨询电话:15511791000 咨询电话:15511791000 


— 直缝钢管 —
 全国免费客服电话 15511791000
全国免费客服电话 15511791000 邮箱:283907435@qq.com
手机:15511791000
电话:15511791000
地址:河北沧州


Q355直缝钢管、山西省Q355直缝钢管、辽宁省Q355直缝钢管、吉林省Q355直缝钢管、黑龙江省Q355直缝钢管、江苏省Q355直缝钢管、浙江省Q355直缝钢管、安徽省Q355直缝钢管、福建省Q355直缝钢管、江西省Q355直缝钢管业上用钢板或钢带生产直缝钢管只有几种方法,其原则上的不同在于钢管的成形方法上,成形后钢管后续加工过程基本上是相同的。成形方法原则上取决于钢管焊缝的分布,按焊缝的分布将
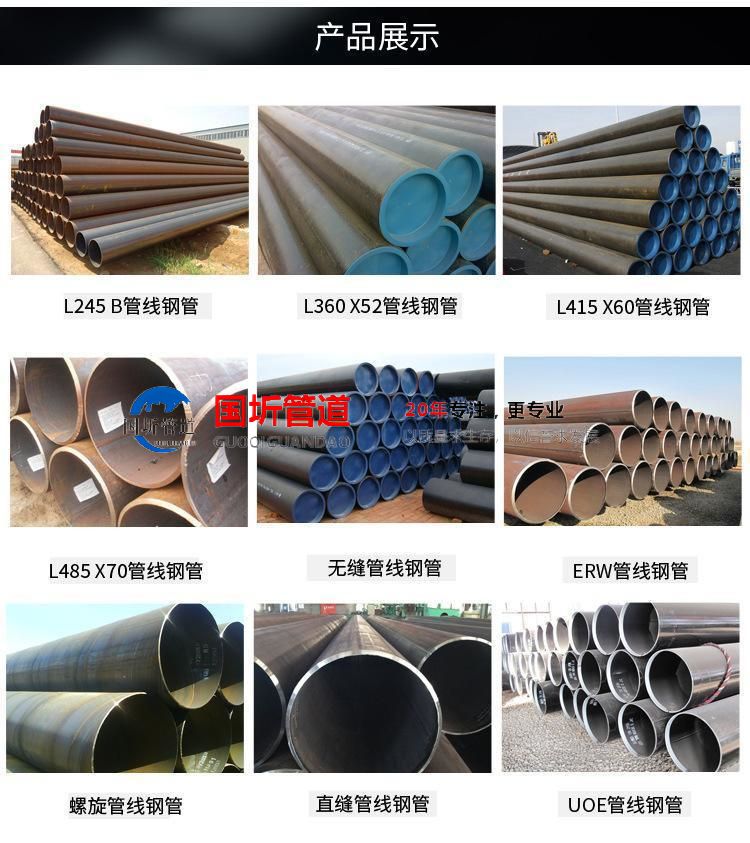
产品详情
Q355直缝钢管、山西省Q355直缝钢管、辽宁省Q355直缝钢管、吉林省Q355直缝钢管、黑龙江省Q355直缝钢管、江苏省Q355直缝钢管、浙江省Q355直缝钢管、安徽省Q355直缝钢管、福建省Q355直缝钢管、江西省Q355直缝钢管

业上用钢板或钢带生产直缝钢管只有几种方法,其原则上的不同在于钢管的成形方法上,成形后钢管后续加工过程基本上是相同的。成形方法原则上取决于钢管焊缝的分布,按焊缝的分布将钢管分为两种基本形式:直缝钢管和螺旋缝管。与此相应,焊管生产分为直缝钢管的生产和螺旋缝管的生产。直缝钢管和螺旋缝管应用最广泛的焊接方法是埋弧焊(SAW),其质量好、生产率高、技术成熟、稳定。
目前,国外直缝钢管广泛应用下述范围:
·陆地和海洋输送气、水和石油的干线管道;
·化学工业输送化工原料和产品的不锈钢管;
·海洋工业结构用管;
·锅炉制造用管和特殊用途的结构管。
Q355直缝钢管是一种采用Q355钢材制成的直缝钢管,Q355是一种低合金高强度结构钢,具有优异的机械性能、焊接性能和耐腐蚀性。因此,Q355直缝钢管也继承了这些优良特性,并且在各种工业领域中具有广泛的应用。
首先,Q355直缝钢管的强度高,能够承受较大的压力和负载,适用于各种需要承受重载和高压的场合,如石油、天然气、化工等行业的输送管道。其次,Q355直缝钢管的焊接性能好,能够实现与其他材料的良好连接,方便施工和维护。此外,Q355直缝钢管还具有良好的耐腐蚀性和抗氧化性,能够在恶劣的环境下长期使用,不易受到腐蚀和损坏。
在实际应用中,Q355直缝钢管被广泛应用于石油、天然气、化工、电力、建筑等领域的输送管道和结构支撑。例如,在石油和天然气输送管道中,Q355直缝钢管以其高强度和良好的耐腐蚀性,保证了输送的安全和稳定。在建筑领域中,Q355直缝钢管则常作为桥梁、高层建筑等结构的主要支撑和承载构件,保障了建筑的稳定性和安全性。
总之,Q355直缝钢管作为一种优质、高性能的工业产品,在各个领域中都得到了广泛的应用和认可。随着技术的不断进步和市场的不断扩大,Q355直缝钢管的应用前景将更加广阔。

直缝钢管的生产
直缝钢管的生产可分为两个阶段,即成形阶段和成形后的制造阶段。
国外大口径直缝埋弧焊钢管的生产按成形方式分为4种:
·UOE成形(UOE process);
·辊弯成形(Rollbendingprocess);
·逐渐模压成形(Progressive forming process);
·逐渐折弯成形(Progressive folding process)。
直缝钢管的生产
A.1 成形阶段
A.1.1 UOE成形
这种方法生产率最高,也是直缝钢管最主要的生产方法。机组的简要生产过程是首先弯成U形,然后压成O形,内外焊完后进行机械冷扩径(Expansion)。
这种方法的特点是可获得尺寸极其稳定的钢管,生产能力高,可制造长度超过18m长的钢管。
A.1.2 辊弯成形
这种方法是在辊弯机上经过几道工序后,钢板被弯成开口管,开口边缘不变形仍是直的。随后开口管被送到边缘弯曲机上,板的两个边缘被连续滚弯成形。
这种方法的特点是适应性强,对中等生产量来说经济性好,但是其生产钢管的最小直径和最大壁厚受到限制。
A.1.3 逐渐模压成形
这种方法的成形过程是钢板首先被送去压型,再由控制器送到弯曲位置,在经过一系列与管径相匹配的压模后而形成一个开口管。操作时有两个控制器,板的一侧首先被弯成半圆,然后板被第二个控制器
移动,另一侧随后也被弯曲成形。因为弯曲模刃的厚度会影响开口管的圆度,因此弯曲模刃的厚度必须保证最小。一般成形完毕后,开口管被送到边缘弯曲机上,板的两个边缘被连续滚压成所需形状。这种方法的特点是适应性强,对中等生产量来说经济性好,可以制作小口径和厚壁钢管。
A.1.4 逐渐折弯成形
由这种方法进行钢管成形最初用于海洋工业,由于经常需要用控轧板在冷态下成形以制作特别厚的钢管,而这种方法具有高的成形精度和施加压力,所以用来制作海洋工业用厚壁钢管。这种方法的特点是针对高强度和厚壁钢管,它既适用于小直径,也适用于大直径,因此它可以制造于干线管和海洋结构用管;系统设备费用低、适应性强、经济性好,即使小批量生产,也可降低费用。
A.2 成形后的制造阶段
上述成形阶段完成后,大口径直缝钢管其后制造阶段包括一系列基本相似的工艺过程,主要过程:
A.2.1 板边缘加工焊接坡口。
加工方法有铣削和刨削两种方式。在板的两侧,可以有一个或多个铣、刨削头。根据板厚不同,坡口
可以加工成I形、带一定钝边的单V或双V坡口。特别厚的钢管,可把外缝铣削成U形坡口,其目的是减少焊接材料的消耗量,提高生产率,而根部较宽,避免产生焊接缺陷。
1.2.2 定位焊,即通常所说的预焊。一般用二氧化碳气体保护焊进行,其目的是使钢管稳定,这点对后面的埋弧焊特别有用,可以防止烧穿。钢管定位焊后应经过目视检验,以证实焊缝是连续的、且无任何缺陷。

A.2.3 钢管内、外焊接,即精焊。钢管定位焊后,随后进行的主要是钢管的内、外焊接,这是钢管制造过程的一个重要环节。它是由与成形机组分开的埋弧焊方法完成,为提高生产率内、外缝焊接采用多丝埋弧焊,焊丝数量最多可达5丝。为避免焊缝偏离,焊接机头上装有特殊的焊缝自动对中装置。对厚壁钢管采用多层焊,以减少热输入量,改善焊缝的物理性能。
A.2.4 焊缝探伤。
为了尽快识别焊接缺陷,焊接操作完成后立即进行超声波探伤和X射线探伤,发现缺陷及时返修。
A.2.5 冷扩径。
焊接完工后钢管圆度和直度通常不能满足相关标准和技术条件要求,定径和定直度被用到制管厂,通过 机械冷扩胀方法来完成。
A.2.6 钢管水压试验。
试验压力可以高达钢管材料屈服强度的90%以上。
A.2.7
最后对整个钢管进行超声波探伤和X射线探伤复查以及外观检查。
相关推荐
L245Q直缝钢管 无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。
L360Q直缝钢管 广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件。
L450Q直缝钢管 管线钢管的外径22~530mm,壁厚20~70mm不等。冷拔(冷轧)管外径10~108mm,壁厚2.0~13.0mm不等。
L245直缝钢管 管线钢管的涡流检测只适用于导电材料,如果是非导电材料,就不能感应出旋涡形的电流,也就无法利用涡流进行检测。
L360M直缝钢管 L360M钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器,它还是一种经济钢材。
>> 服务热线TAG: DN40热浸塑穿线管|DN60热浸塑穿线管|DN80热浸塑钢管|DN100热浸塑钢管 |DN125热浸塑钢管|DN150热浸塑钢管|DN180热浸塑钢管|DN200热浸塑钢管|热浸塑钢质电缆保护管|涂塑电力穿线管|电缆保护用电力穿线管 |通信用电缆穿线管|
tel:15511791000
 微信号已复制,请打开微信添加咨询详情!
微信号已复制,请打开微信添加咨询详情!


